|
Speyburn
Whisky Distillery
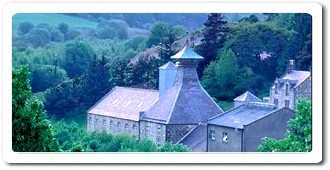
Often described as the most photographed distillery in
Scotland, Speyburn Distillery sits nestling in a valley
on the northern edge of Rothes. There is a timeless feel
and an air of serenity - the type of place whisky was meant
to be made.
The distillery has a compact layout, due mainly to the
geography of the land. The architect, Charles Doig, designed
the distillery using height as opposed to width. The unique
drum maltings occupy a smaller area than a conventional
floor maltings and other buildings, including the cask warehouses,
are on two or three levels.
Very little has changed over the last 100 years with most
of the original features still intact - indeed still being
used, although the maltings are no longer in production.
Once milled the grist and hot water is transferred to a
traditional rake mash tun from which 25,000 litres of wort
is pumped into Douglas Fir wash backs. The still room has
never been extended and houses a single pair of stills.
True to form the alcohol vapours are condensed using over
100 metres of copper pipe emerged in cold water worm tubs.
Although 80% of Speyburn is tankered away to be filled
at Inverhouse's headquarters at Airdrie, the remaining spirit
is filled into cask and stored in one of two warehouses
for single malt use. Both have two floors and use wooden
rails and tables to store casks two and three high.
Malting: When the Speyburn Distillery was
designed, the decision was taken to install 'Henning's Pneumatic
Drum Maltings'. There were a number of benefits: less space
required; less manual work (no malt to turn) and the maltings
could operate all year round.
The maltings were set out on three levels. The barley was
stored on the top level before being passed down into one
of the three steeps on the middle floor. One steep then
filled two germination drums which slowly revolved to stop
the rootlets matting together. After several days the green
malt was transferred to the kiln for drying. Again the Speyburn
maltings were slightly different - there were two drying
floors, one above the other. Green malt was "pre-dried"
on the top floor before being dropped down onto the bottom
floor. Speyburn was the first malt distillery to have this
type of maltings, although
Glen Grant and St
Magdalene Distilleries subsequently had drum maltings
installed.
The drum maltings at Speyburn are the only remaining examples.
They ceased operation in 1967.
Fermentation: Although the maltings are
no longer in production, our malt is still stored in the
original 4 wooden malt hoppers. Once milled into 'grist',
the malt is mixed with hot water in a traditional rake 'mash
tun'. The liquid extracted during the mashing (known as
'wort') is then transferred to Douglas Fir fermentation
vessels (called 'wash backs') where the yeast is added which
causes fermentation and creates alcohol.
Distillation: The still house at Speyburn
has never been extended and houses a single pair of stills.
These stills are relatively small, with wide necks which
help capture the maximum amount of flavour and character.
In 1962 Speyburn's stills converted to indirect steam heating
from coal-fired.
As a very traditional distillery, Speyburn features 'worm
tub' condensers to cool the distilled spirit vapour back
into liquid. These worm tubs are 100-meter long copper tubes,
and their use contributes to the unique features of Speyburn
spirit - a rich, rounded aroma with hints of spice and a
nutty oiliness.
Maturation Speyburn single malt sits quietly
maturing in one of two traditional 'dunnage' style warehouses.
Unusually, these warehouses have two floors, using a system
of wooden rails, tables and lifts to store casks two and
three high.
This style of warehouse ensures high levels of humidity,
which, like fine wine, is the optimum atmosphere for the
maturation of fine Single Malt whisky.
Courtesy of Speyburn Distillery |
 Built
on the site of an old gallows, the Speyburn Distillery was
founded in 1897 by John Hopkins and Co., who at the time
also owned the Tobermory Distillery on Mull. Speyburn Single
Highland Malt Scotch whisky was first produced on the 15th
December 1897, the diamond jubilee year of Queen Victoria.
The founders were determined that whisky would be produced
to mark the Jubilee year of Queen Victoria, and workers
in heavy overcoats toiled through a blizzard on the night
of the last day of the year, in a stillhouse without doors
or windows to ensure that one single barrel of 1897 vintage
Speyburn was made.
Built
on the site of an old gallows, the Speyburn Distillery was
founded in 1897 by John Hopkins and Co., who at the time
also owned the Tobermory Distillery on Mull. Speyburn Single
Highland Malt Scotch whisky was first produced on the 15th
December 1897, the diamond jubilee year of Queen Victoria.
The founders were determined that whisky would be produced
to mark the Jubilee year of Queen Victoria, and workers
in heavy overcoats toiled through a blizzard on the night
of the last day of the year, in a stillhouse without doors
or windows to ensure that one single barrel of 1897 vintage
Speyburn was made.  Situated
in the famous Speyside region of the Scottish Highlands,
Speyburn is also the only distillery to use the fresh spring
water of the Granty Burn, one of the major tributaries of
the River Spey which is famed for its purity and for world-class
salmon fishing. It is this soft Speyside water that is acknowledged
as a distinctive characteristic in the unique flavour and
bouquet of this single malt.
Situated
in the famous Speyside region of the Scottish Highlands,
Speyburn is also the only distillery to use the fresh spring
water of the Granty Burn, one of the major tributaries of
the River Spey which is famed for its purity and for world-class
salmon fishing. It is this soft Speyside water that is acknowledged
as a distinctive characteristic in the unique flavour and
bouquet of this single malt.