|

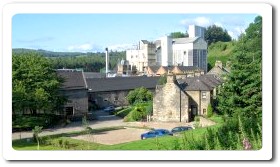
The Tamdhu Distillery was mothballed in March 2010.
Proceed to Barley Intake We receive barley
from grain merchants examples (Grain Farmers, Dundee) or
(Highland Grain, Black Isle above Inverness). Barley received
generally comes from eastern side of Scotland. We receive
approximately 16-17 thousand tonnes of barley each year
and usually we usually receive two 25 tonne lorries per
day. When the lorry arrives on site it is weighed on weighing
bridge and is sampled using sampling machine above weighing
bridge known to us as ‘THE NODDING DONKEY’.
These samples are then taken to Barley Office to be checked
before unloading of barley. Each load comes with its on
‘Passport’ (necessary documents detailing variety
of Barley, sampling results etc.).
Barley varieties:- Cellar / Optic / Golden Promise. After
checks have been carried out on load and load is accepted,
it is then unloaded into the barley bins. Each bin can hold
up to 100 tonnes of arley and smaller bins will hold up
to 75 tonnes. We'll also see the malt bins which can hold
up to 80 tonnes of malt with smaller bins holding up to
60 tonnes.
Once the barley is off loaded, the Haulage lorry will then
upload a load of malt. We feel it makes good sense to use
lorries for off loading barley and then to load malt - which
is then delivered to company sites.
We will then proceed to barley office where we will explain
its function and also what happens to the samples taken
from load.
Barley Office Here in the barley office,
it is necessary to check the quality of the barley coming
onto our site. There are several checks carried out from
samples taken from load prior to unloading on to site, some
of these are germination / screening/ insects, further checks
like moisture and nitrogen (low in nitrogen-high alcohol
- high in nitrogen-low alcohol, so we are looking for low
in nitrogen barley) checks are carried out by main laboratories
(Macallan / Simpsons, Berwick)
First and last check of GERMINATION takes about 20 - 30
minutes. One hundred seeds (kernels) are halved and bathed
in stain (colourless stain) before being set onto filter
paper, the embryo in seed (kernel) has turned red this means
the barley is viable (alive) but if it does not turn red
then this means the barley is dead and is no good for a
maltser and therefore load may be rejected (this is up to
management decision). We are looking for germinative capacity
of around 96 - 98% for germination (growing). We're looking
for good quality.
SCREENING: Screening checks are also carried out to check
the quality of the barley. One hundred grams of seeds (kernels)
are put onto the top tray of the machine and covered, the
machine is then switched on (machine is shaken) and left
for 5 minutes.The seeds (kernels) left on the 2.5 tray is
the best quality barley; the seeds left on the 2.2 tray
is known as good barley and anything left below is known
as small barley siftings and dust and goes on to make feeding
(animal feed) pellets.
INSECTS: We also check barley load for insects such as
grain weevils - we'll present a book showing types of unwanted
insects and what damage they can do to barley seeds. If
any insects are found in load the load is rejected immediately.
We'll also show types of malting documents received with
load as well as a sampling device known as 'sampling sphere'
which will take samples from different levels in load, this
is used manually if sampling machine (referred to previously
as Nodding Donkey) is out of order.
We will then proceed to see the process of barley to malt.
The only ingredients are Barley, Water and Air and there
are three stages: steeping, germination and kilning.
From this point, we will move on to the steep room. You
will be shown the control panel outside barley office which
will let us know which bins are full or being filled.
Steep Room Here we soak barley to break
dormancy and start growth. We processs 44 tonnes of barley
each day. We have eight steeps which each holds 11 tonnes
of barley. You'll learn about the floor of steep - perforated
panels which allows water in for steeping and piping around
- piping which flows air into steep. These steeps are cleaned
once a week and chemical cleaned every 2nd week.
Water enters steep from the bottom and is filled up to line
on side of steep, barley enters from top to meet water,
also water is sprinkled into steep when barley is entering,
this keeps down dust. The steeping process takes two days.
First wet (steep) for 6 hours and then Air rest (drained)
for 17 hours. Second wet for a further 6 hours and air rest
for a further 4 hours. You'll see the barley prior to casting
showing chitting.
After steeping, it is then casted to saladin boxes which
will then take us to the second stage in the malting process.
From here, we'll move on to see the Saladin boxes and the
germination process.
GERMINATION: We control the application
of warmth to the growing barley and to start to free the
starch inside the barley seed (Kernel). During germination,
the developing plant releases enzymes which will start to
modify the starch. The complete conversion of the starch
into sugar is at the Distillery by milling the malt and
mashing it with hot water. Too much growth means less sugar
and there will be nothing left for the Distiller. The germination
process takes five days. This process is brought to an end
by kilning.
KILN: Kilinging involves stopping the growth
by removing moisture / humidity. This process allows us
to apply flavour in the form of peat smoke so that the whisky
made will have a distinct flavour depending on how much
peat smoke is applied. Kilning also preserves the malt.
Once we leave the kiln, we'll proceed downstairs
to see peat fire and we'll then arrive back in the yard.
MILLING: Malt passes through two sets
of rollers each roller weighing half a tonne each. It is
crushed down to a powder we refer to as grist. This grinding
down must be done with care and the rollers can be adjusted
to give the required proportions of husk, grits and flour
in the grind to give maximum extraction of sugars and to
allow optimum drainage of the sweet wort which is the sugary
liquid we take from the mashing process. Each grind is 10.6
tonnes which totals 160 tonnes a week.
MASHING: Mashing involves taking the grist
and our heated spring water and then deposited into a mashtun.
We take forward 10.8 tonnes of grist and to this we add
three infusions of water at varying temperatures. The objective
is to extract as much of the sugars from the malt as we
possibly can. We will take forward both first and second
waters “worts” to the fermentation stage.
The vessel is then filled from the top via the mashing
machine, water and grist deposited together – the
first water is heated to 64°C, second water to 78°C,
and the third water will be in the 90s. Both first and second
waters will provide enough sugar solution to take forward
for fermentation. The third water contains very little sugar
so we reserve this and use it to start off the next mashing
cycle which for us makes the best use of our resources.
The mashing takes approx 8 hours. During this time, we extract
53,500 litres wort from the mashtun via the underback which
then passes through a plate heat exchanger which in turn
preheats the water for the second and third waters.
We then cool the wort down to 19°C as it travels on
to the next stage called fermentation. Once completed, we
have no further use at the distillery for the residual grist,
now called draff which is sent to a dark grains plant where
it is processed into pellets and used for cattle feed.
FERMENTATION: We have a total of nine wooden washbacks
made from Oregon Pine. We fill each wash back with 53,500
litres of worts and to this, we add 8 x 25kg bags of yeast.
The next step involves filling the wash back - combining yeast
and worts and let fermentation begin. The yeast loves sugar,
it consumes the sugary liquid, and once the oxygen in the
wort has been used up by the yeast the sugars are converted
into alcohol and Co2. The bubbles you will see is the carbon
dioxide gas being released.
This part of the process takes in the region
of 59 hours after which we have a beer type liquid referred
to as wash which is in the region of 8-9% alcohol content.
The wooden wash backs must be thoroughly cleaned after
each fermentation firstly with high pressure cold water
jets then steam is pumped into each vessel for an hour.
DISTILLATION: For the distillation process,
we will go to the still house which is where we improve
the quality of alcohol by boiling in the copper pots. The
Tamdhu Distiller has six copper pot stills. Each distillery
has their own individual size and shape of still, which
in turn will impart certain characteristics to their new
make spirit.
The pots with the window in them are for the first distillation.
The window enables the Stillman to view the boiling liquid
and alter heat to prevent the liquid boiling over.
We pump 10,000 litres of wash into one of the large copper
stills which is then heated by a steam. The alcohol water
vapour passes through a shell and tube condenser, which
is kept cool using cold water from the burn, which runs
past the distillery.
As distillation proceeds, the boiling temperature rises,
the amount of spirit vapour becomes smaller and the amounts
of water vapour greater. When there is only water left in
the liquid, the wash distillation is stopped. The residue
in the still is known as pot-ale which is despatched to
the processing plant in Rothes. This will be mixed with
draff (residue from the mashing) and used to process pellets
for cattle feed.
The safe here shows us the product from the wash distillation
(small safe) – around 25% alcohol and you can see
that it is quite clear. The distillate from the wash still
- which we refer to as low wi nes will be in the region
of 25% alcohol. The low wines are now transferred to spirit
stills. This is where 12,000 litres of low wines are charged
to each still in this area where we repeat the distillation
process.
This process concentrates the levels of alcohol
and allows us to select the middle part of the second distillation
or the heart of the run, which has the best quality alcohol
between 75% - 66%. It is this “middle-cut” we
take forward as spirit for maturation.
The first and last fractions from the second distillation
– foreshots and feints are then distilled once again
with the low wines produced from the wash distillation.
These low wines then go forward to the spirit distillation.
The receptacles in this safe (large safe) are for “spirit”
and “feints”, spirit being the heart or middle
of the run and feints the first and last part of the spirit
distillation and is on it way to the spirit stills again.
The handles on top of the spirit safe allow the flow of liquid
to be directed to either of the receiving jars. The new make
spirit we have produced will now be collected in the inter
spirit receiver before being transferred to the spirit receiver
warehouse vat.
FILLING STORE: The spirit then will now
head in two directions. To the right hand side to tankers
for new make spirit. Excellent quality new spirit for the
blending industry – Chivas, Diageo and Ballantines
are also customers. To the left hand side for filling to
our own casks for maturing here on Speyside.
NOTES: The maltings were modernised in
1949 / 1950. The first malting came off the kiln in November
of 1950. In 1966, the doubling of the malting capacity was
achieved.
Courtesy of Courtesy of Tamdhu Distillery |

 The
verse we can read on the label on Tamdhu ten years old describes
the serenity of the Knockando burn before it is drawn into
the Spey and surges over the famous Tamdhu rock which in
times past was a hazard to the woodmen navigating rafts
of timber to the sea.
The
verse we can read on the label on Tamdhu ten years old describes
the serenity of the Knockando burn before it is drawn into
the Spey and surges over the famous Tamdhu rock which in
times past was a hazard to the woodmen navigating rafts
of timber to the sea. Tamdhu
was launched as a single malt in 1976 as an eight year old
whisky. At the same time a visitors centre was opened in
the old Dalbeallie Station where tourists and representatives
of the trade could learn more about the distiller's craft.
Three years later the packaging was redesigned and the age
rose to ten years in an effort to attract drinkers to this
fine crisp Speyside whisky.
Tamdhu
was launched as a single malt in 1976 as an eight year old
whisky. At the same time a visitors centre was opened in
the old Dalbeallie Station where tourists and representatives
of the trade could learn more about the distiller's craft.
Three years later the packaging was redesigned and the age
rose to ten years in an effort to attract drinkers to this
fine crisp Speyside whisky.